刘经理
19912190887
19912190887

| 品牌 | 自营品牌 | 价格区间 | 5万-10万 |
|---|---|---|---|
| 产地类别 | 国产 | 应用领域 | 医疗卫生,化工,生物产业,石油,电子 |
简介:
D-4030C全自动影像测量仪结构美观大方,操作简便,结合本公司自主研发的测量软件,可实现准确的工件测量。广泛应用于机械制造、电子、汽车、五金、塑料、模具等行业,可以对工件尺寸、形状和位置公差进行精密检测,从而完成零件检测、外形测量、过程控制等任务。
技术概要产品特点
具有快速对焦、自动寻边、强大的编程和自动测量功能
采用亚像素细分技术,提高图像边界分辨能力
操纵杆/鼠标操作,方便易用
程控恒流驱动式八区表面冷光源,可适应复杂的工件测量
激光指示器指示测量位置,方便快速定位
在线SPC数据处理分析,大批量治具测量功能
三轴伺服控制,定位精度高速度快,XY速度可达150mm/s,运行平稳
自主开发的嵌入式模块控制系统,将复杂的控制系统集成在仪器内部,稳定性更高
采用花岗石底座,性能稳定,不易变形
选配MCP简易测头,可做简单三维测量
选配自动变倍可实现多倍率下高效测量
.规格参数
仪器型号
全自动影像测量仪D-4030C
工作台
玻璃台尺寸(mm)460*360 运动行程(mm)400*300*200 仪器重量(kg)280
外形尺寸(mm)960*739*1667 Z轴升降行程200 mm X、Y、Z数显分辨力0.0005mm
工作距离92 mm X、Y坐标示值误差(2.5+L/100) μm (L为被测长度,单位:mm)
影像系统
摄像机 高清晰工业级CCD彩色摄像机
变倍镜头倍率 0.7X—4.5X
物方视场 11.1mm~1.7mm
视频倍率 20~128X
光源系统 表面光源与透射光源均用LED,亮度可调
序 号 | 名 称 | 规格品牌 | 数 量 | 单位 | 备 注 |
1 | 主机 | 工作台采用00级天然大理石 | 1 | 套 | 含光学玻璃 |
2 | 电脑 | 联想品牌电脑 | 1 | 台 | 含显示器,键盘,鼠标 |
3 | 软件 | INSPECT3D软件 | 1 | 套 | 含加密锁,光盘,说明书 |
4 | 运动控制盒 | UWC3500i | 1 | 套 | 配操纵手柄 |
5 | 光栅尺 | 配全封闭玻璃光栅尺 | 3 | PCS |
|
6 | 导轨 | Z轴配高精度直线导轨 | 2 | 付 | 工作台配高精度V型导轨 |
7 | 丝杆 | 中国台湾TBI研磨级丝杆 | 3 | PCS |
|
8 | 马达 | UWC伺服马达 | 3 | PCS |
|
9 | 激光位移器 | 日本基恩士LK-G30 | 1 | 套 |
|
10 | 变倍镜头 | PMS手动变倍镜头 | 1 | PCS |
|
11 | 摄像机 | 1/2" CCD相机 | 1 | PCS |
|
12 | 表面光 | 八区程控光源 | 1 | PCS |
|
13 | 校正片 | 公司定制 | 1 | PCS |
|
`14 | 视频卡 | 中安视频卡 | 1 | PCS |
影像测量仪测量软件INSPECT3D
说明:随着软件的不断升级与更新,以下所述功能可能与实际版本略有不同,更多的功能请参照软件本身或咨询我公司专业技术人员。
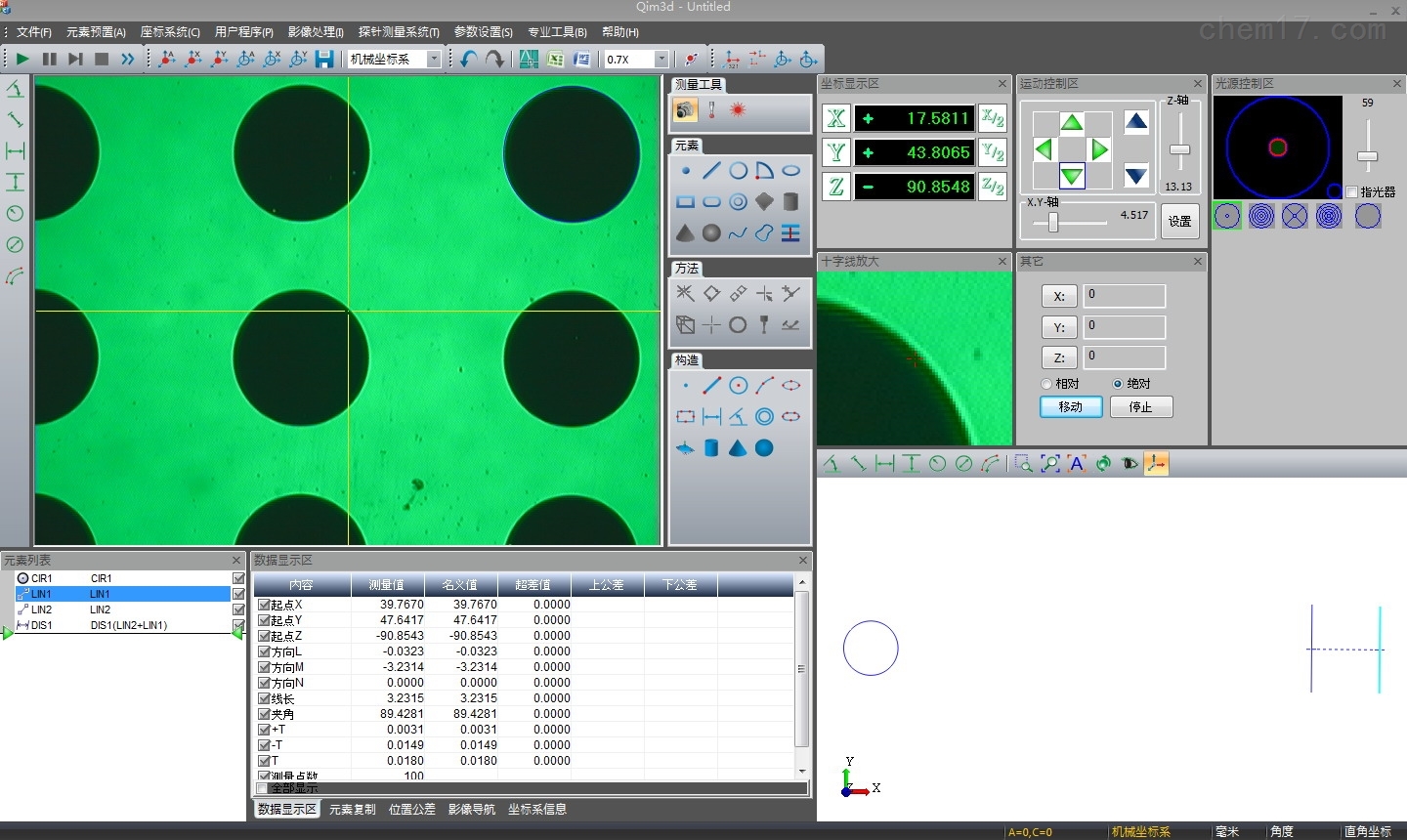
Inspect3D影像测量软件界面简洁、操作直观、上手容易、功能强大,使用户可以快速高效的完成测量任务。
简洁友好的界面。
将主要及常用的功能以按钮形式放在主界面,易于熟悉掌握,用户只要简单的点击和拖拽鼠标即可完成几乎所有的测量动作。
影像测量仪测量软件INSPECT3D
说明:随着软件的不断升级与更新,以下所述功能可能与实际版本略有不同,更多的功能请参照软件本身或咨询我公司专业技术人员。
Inspect3D影像测量软件界面简洁、操作直观、上手容易、功能强大,使用户可以快速高效的完成测量任务。
简洁友好的界面。
将主要及常用的功能以按钮形式放在主界面,易于熟悉掌握,用户只要简单的点击和拖拽鼠标即可完成几乎所有的测量动作
软件提供完整的几何测量功能
可对点、线、圆弧、圆、矩形、椭圆、键槽腰型特征、开曲线、闭曲线、平面、圆柱、圆锥、球等几何元素进行测量。当轴增加测头或激光位移传感器等设备后还可对图形元素如圆柱、圆锥、圆球、以及三维空间内的面进行测量。根据元素的实际特征,每种元素可采用多种不同的方法测量。寻边结束即可直接获取出元素的坐标值、长度、面积、体积等数据。
2.1.软件提供完整的几何测量功能
可对点、线、圆弧、圆、矩形、椭圆、键槽腰型特征、开曲线、闭曲线、平面、圆柱、圆锥、球等几何元素进行测量。当轴增加测头或激光位移传感器等设备后还可对图形元素如圆柱、圆锥、圆球、以及三维空间内的面进行测量。根据元素的实际特征,每种元素可采用多种不同的方法测量。寻边结束即可直接获取出元素的坐标值、长度、面积、体积等数据。
2.软件具备强大的寻边功能
能够抓取很弱的边缘,可任意 设定寻边方向,避免寻边错误,灵活设置寻边参数,去除杂点及毛边的影响。
3.自动对焦功能及对焦点测量功能
由软件自动判定对焦是否清晰,此功能也可用来测量高度及平面度。
4.方便快捷的应对复杂形状工件及大批量工件测量(自动机功能)
4.1.元素的平移阵列测量
对于等距排列的特征元素,只需要人为测量一个元素,即可通过平移阵列功能自动完成所有元素的测量,非常方便的测量阵列特征。
4.2.工件的阵列及阵列宏测量(自动机功能)
当测量大批量工件时,只需人为测量一个工件,即可通过工件阵列及阵列宏功能自动完成所有工件的测量。无论单个夹具或者多个夹具都能同时应对。大大节省了时间和提高测量效率。
4.3.导入CAD图形功能测量
可以直接用CAD软件绘制尺寸图,导入软件后即可实现自动测量,无需采点寻边。非常方便对形状复杂或不规则图形进行坐标测量和轮廓对比测量。
4.4.对比测量功能
可预设刻度线、角度线、标准圆用以对工件进行对比测量。也可直接在图像轮廓上拉出尺寸线或角度线
动态观察工件的长度、角度、台阶高、直径等尺寸。
5.灵活的用户程序
5.1.软件根据用户测量步骤顺序自动编制用户程序。并控制程序的运行停止等。
5.2.可以对用户程序及每一个步骤进行编辑、排序、插入、删除等操作,适应各种复杂多变的测量步骤。
5.3.测量大批量工件时,只需进行一次寻边测量,避免重复动作,省时省力。
6.自动计算元素的形位公差
软件提供完整的公差设定和计算功能,可设定和计算形位公差如直线度,圆度,平面度、圆柱度,轮廓度、位置度、平行度、垂直度、同心度、圆跳动等。并自动判别公差是否OK或NG,并具备NG示警及提示功能。形象化的公差图表使用户获知具体超差位置,方便查找超差原因。
7.多样化的数据报表及图形数据导出功能
软件可将结果数据以多种报表格式导出,可将测量结果数据导出为EXCEL,WORD,TXT格式的报表,并支持EXCEL报表格式设置功能。
导出EXCEL报表
导出WORD及 TXT报表
软件可导出dxf和igs格式图形数据,并可直接将图形直接用于逆向工程。

8.丰富开放的外设连接功能(选配)
软件支持连接测头、激光传感器、白光传感器、机械手等外接设备,并且能将这些设备整合在一起,测量工件的高度及3D尺寸
激光测量
由于激光位移传感器(或共焦白光位移传感)的应用越来越广泛,我们软件也针对这一项测量功能做了完善和优化,下面就软件的激光测量功能进行介绍。
1.激光或白光设备连接
目前我们软件可以支持基恩士、松下、欧姆龙、米依、stil、ERT、舜宇等常用品牌的激光位移传感器或共焦白光位移传感器的通讯连接。
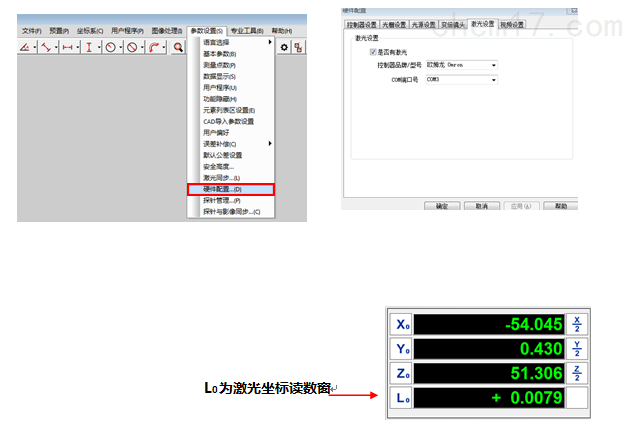
选主菜单栏的选“参数设置à硬件配置”,在弹出硬件配置对话框中选择“激光设置”选项卡,选择你使用的激光或白光位移传感器的品牌及通讯端口号,并勾选“是否有激光”复选框,点击确定按钮,在坐标显示区即会多出显示激光坐标的L0读数窗。如下图:
2.激光与图像同步
激光与图像同步是指确定光学镜头中心和激光光点中心的相对位置关系,当两者位置关系确定以后,我们就可以通过影像方便快速的移动激光点的位置,还可以通过点击图像区的点来确定激光的采点的位置。步骤如下:
步骤一:选主菜单栏“参数设置à激光同步”菜单项,弹出激光图像同步对话框
步骤二:目测将激光的光点移到与工件上的某一尖点重合,并升降Z轴使激光点在量程范围内(即L0读数窗有数字时),点击“获得激光坐标”按钮。
步骤三:调焦清晰后将以上同一尖点移到图像区中心,点击“获得图像坐标”按钮,然后点击确定按钮完成同步。
步骤四:完成同步后,可通过在地图导航窗的导航图片上点击右键,或在图像区点击右键,在弹出的菜单中选择“激光移到此处”即可快速的定位激光点的位置,如下图。
也可以在元素列表区的某元素上点击鼠标右键,在弹出菜单中选择“移到元素中心(激光)”,还可以在激光测量界面输入XY坐标值来移动激光点的位置,如下图。
同步后我们可以点击图像区的像素点来确定激光采点的位置(详见下面激光测量方法)
3.激光测量方法
下面用激光测量直线和平面来介绍激光的测量方法步骤:
激光测量直线
步骤一:点击“直线”元素按钮和“激光采点”方法按钮,弹出激光测量界面,升降Z轴调节激光测头的焦距,使得激光读数窗正常显示数据。如下图:
步骤二:将激光点移到被测直线位置,并点击采点按钮来采集测量点,可以目测激光点位置采点,也可以在激光与图像同步后点击图像区像素点来采点,测直线可采集两个或以上数量的点,也可只采集首尾两端点后通过步骤三的“组合路径”功能自动生成两点间的采样点。
组合路径:直线组合路径是指设定激光测头运动方式和直线的采样点数,运动方式包括点列和扫描两种方式,点列方式是激光测头在采样点位置停顿采点,扫描方式是指激光测头连续运动中采点,在采点位置不停顿。
直线拟合方式:拟合方式包括小二乘法和端点法。小二乘法是用所有已采样的点来计算拟合生成直线,一般无特殊要求请选择小二乘法。端点法是用首尾两个已采样点来生成直线,端点法可设置上下公差来判定各测量点是否超出理论直线的公差范围。
步骤四:点击完成按钮,软件控制机台开始采点动作,完成后即可在元素列表区生成该线元素。
激光测量平面
步骤一:点击“平面”元素按钮和“激光采点”方法按钮,弹出激光测量界面,升降Z轴调节激光测头的焦距,使得激光读数窗正常显示数据。如下图:
步骤二:将激光点移到被测区域,点击采点按钮来采集测量点,可以目测激光点位置采点,或在激光和图像同步后点击图像区的像素点来采点。可采集任意数量的点,或只采集其中3个点,并通过步骤三“组合路径”功能生成点阵,此3点的位置及采点顺序决定了激光测量的平行四边形区域的形状大小及采点的运动方向,用户可根据实际情况来确定3点的位置及采点顺序。
步骤三:采点结束,按键盘上Ctrl键,并用鼠标选中已经采集的3点,点鼠标右键,在弹出菜单中选“组合路径”,也可在采点前预先勾选自动组合复选框,由软件自动组合路径。
组合路径:平面组合路径是指设定激光测头运动方式和采样点阵的行列数,运动方式包括点列和扫描两种方式,点列方式是激光测头在采样点位置停顿采点,扫描方式是指激光测头连续运动中采点,在采样点位置不停顿。点阵行列数可以根据需要任意设定。如上图设为3行5列。
步骤四:点击完成按钮,软件控制机台开始采点动作,完成后即可在元素列表区生成该面元素。
其他元素的激光测量方法步骤与线和平面的测量相似,在此不逐一介绍


